In this article, we’ll be discussing a Bicycle Component Tube by SRAM, US publication 20210171149. The publication date is June 10th, 2021 and the filing date is Dec. 9th, 2019. This patent has not been granted yet.

Brief Summary (tl;dr)
SRAM are introducing a new manufacturing method for their stanchions. SRAM are attempting to improve the strength of the stanchion. In particular, they’re trying to improve the strength of the upper part of the stanchion. In short, they’re using what is called a ‘cold working’ technique to the area of the stanchion that is inserted inside the crown and just outside the crown. They’re doing this because the largest bending stresses to a stanchion are just below the overlapping junction at the crown. Therefore, there should be less stanchion bending as force is applied to the fork and a reduced chance of breaking the stanchion itself. They’re not cold working the entire stanchion because it may affect surface finish, which would affect the junction with the seals.
Background
So, we’re talking about forks. In particular, we’re talking about the stanchion. A traditional fork is comprised of two upper tubes (stanchions), which telescope inside a pair of lower tubes (lower). The lower has an arch and an axle connecting the two tubes. The upper side of the stanchion connects to the crown. Typically, the stanchions use an interference fit to attach to the crown, meaning the crown will be heated and the stanchion will be cooled. The heating expands the crown opening, and the cooling shrinks the stanchion. The stanchion is then jammed into the crown. As the temperatures equalize, the stanchion is physically stuck in the crown as is incredibly difficult to remove. This is a fairly standard process in a shit load of industries and applications.

Intro
SRAM are introducing a new stanchion with more than one material property. It’s important to note that this stanchion is not multiple materials. They’re using a secondary hardening process to create a stronger section at the top of the stanchion and leaving the rest alone.
They’re doing this using a process called ‘cold working’, which is the process of working metal in a non-heated state. Processes such as rolling, peening, bending, and cold drawing are cold working techniques. Some examples of hot working are hot rolling, forging, welding, etc. In particular, we’ll be focusing more on peening.
Peening is a 100+ year old process, in its simplest form, used to strengthen a material by beating the shit out of it. You can literally just smash a piece of metal with a ball-peen hammer to strengthen metal by inducing residual compressive stresses. Peening can also be used to improve the strength of cheap, shitty metals to a more usable product. If you’ve ever been to Bed, Bath, and Beyond and seen the peened silverware, that’s what they’re doing.
Another peening process, which is the preferable method, is to blast a metal with tiny metal shot (similar to shotgun shot). It’s much more efficient and predictable than just hitting something with a hammer. This video does a very good job of explaining how it works.
In the image below, you can see the resultant compressive forces after peening. As a result of inducing residual stresses, cold working hardens the material surface which reduces the likelihood of cracks and improves abrasion resistance.

As I said before, there are multiple cold working techniques. SRAM say the most on peening, but they also call out roller burnishing, laser peening, cold rolling, cold forging, deep rolling, swaging (so hard), and roller burnishing. All of which will result in the same idea, though some may work better and some may be more expensive. I just called out peening because it’s a very relatable hardening process since you can do it with a fucking hammer.
Intended Novelty
I’m going to start ignoring this section if it hasn’t been granted.
Why
SRAM say they want to reduce damage to stanchions after cyclical fatigue, which just means the use of a fork over and over again.
During use, the one or more tubes may be exposed to repeated/cyclical bending loads, and the associated compressive/ tensile stresses associated therewith. Over time, the repetitive stresses introduced by the cyclical loading, and in particular tensile stresses associated therewith at an outer surface of the tube, may make the tube more susceptible to fatigue crack propagation.
Also, they don’t want to harden the whole stanchion due to changes in surface finishes, which would affect area touching the seals.
At the same time, however, techniques for mitigating the susceptibility of the tube to fatigue may result in other portions of the tube being less suitable for other applications. For example, the surface of tube may be less suitable for a sliding interface between the tube and another component.

What
SRAM have a concise line as to what they’re doing. In short, it’s a single material with two material properties.
…a single, unitary tube includes a portion 14 having material properties associated with a standard extrusion tubing process and at least another portion 12 having material properties associated with regionalized cold working, and in particular differing residual compressive stress on a single, unitary tube component,
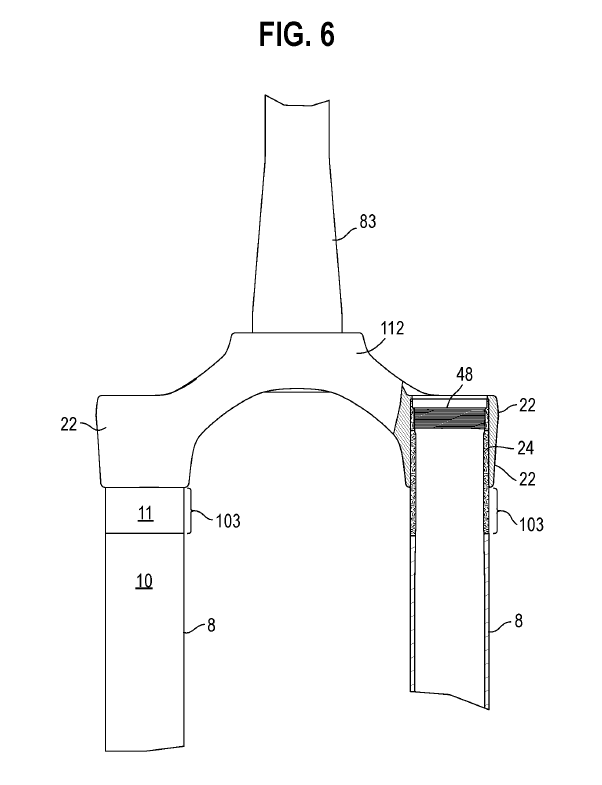
FIG. 7 shows a cross-section of this new stanchion. The cross-hatching area is the cold worked region 12. This is the area being improved. Notice how most of this area is inside the crown, but some of the cold worked area is outside the crown.
Cold working will affect surface finish, and as we know, we need a super smooth surface on the stanchion for proper sealing. SRAM don’t want to change the surface finish where the stanchion makes contact with the seals.
…a remaining portion 14 of the tube [is] in a standard extruded, forged and/or drawn form.… [therefore] the surface finish of the remaining portion 14 of the outer surface 10 is ideally suited to interface with other components, including for example the lower tube 16.

So, after the stanchion is cold worked, it’ll be placed into the crown using an interference-fit process, likely heating the crown and cooling the stanchion.
Here’s a little nugget of info you might not find anywhere else. SRAM say the largest bending stresses to a stanchion are just below the overlapping junction at the crown. This makes perfect sense, but it’s nice to see an explicit confirmation if you ever need to argue with a friend.
Due to the limited length of the overlap between the crown socket 20 and the tube portion 28, the end portion 24 may experience relatively large bending stresses, with the largest bending stress typically experienced just below the overlapping front fork crown press-fit region.
This is a cool part for me, SRAM actually included test data to back up this design. FIG. 8 shows residual compressive stress of both a cold-worked stanchion (top) and a normal stanchion (bottom). Residual compressive stress is the stresses maintained in a material after manufacturing. This stress is a negative value. Lower (more negative) compressive residual stress will improve fatigue cracking (I’m sure to an extent), which is just cracking over time as the material is used. Again, their cold-worked stanchion in this example is shot-peened.
As you can see, SRAM are claiming a nearly 400% increase in residual compressive strength if done properly. They say that a depth of only 0.05 mm from the surface is the highest performing result. They also say:
…regionalized shot peening to the upper tube has shown to provide a 6.5x increase in fatigue cycles.
The way I’m reading this is that this could improve the life of a stanchion by 6.5x. For those that cry ‘planned obsolescence’, this is the exact opposite.

Lastly, SRAM say this process can be used on any tube:
The various embodiments of regionalized cold working, with the differential residual compressive stresses, may be applied to other tubular bicycle components, including without limitation the steerer tube and the seat tube.
Conclusion
I’ve said this before, but I’m a big fan of creative manufacturing solutions compared to mechanisms or electronics, and this one is no different. The fact that they can make a nearly 400% improvement and 6.5x increase in fatigue cycles with such a simple process is very impressive. I’m curious if this technique will improve overall stiffness without increasing the diameter of the tubes.
Either way, it’s a dope little idea. I would love to see the testing data on this, such as more depth values, length values, wall thickness, or different cold working processes. If I was doing the research on this, I’d have to have all of this data to make an implementable solution. But again, the cost will dictate everything. This process can’t change the final price of a Zeb too much, if at all, to make it a viable solution.
Lastly, let’s address the planned obsolescence shit that I hear all the time. Like I said before, this is the exact opposite. I understand that, at times, if feels like we’re fed a bunch of bullshit to buy something new for the sake of being new. In this case, SRAM have at least come up with something to make a part last longer (much longer actually). I’m hoping this gets implemented, if it hasn’t already.
Like always, if you seen an error, please call me out.







Leave a Reply