
In this article, we’ll be discussing a Bicycle Frame having Lug by Hyundai, US Patent 10,689,057. The publication date is June 23rd, 2020 and the filing date is Nov. 20th, 2027.
I posted this to my social medias and figured I’d put a little bit on paper.

The implications of this patent go far beyond the fact that Hyundai are developing a bike. This is a design that can really effect the accessibility of bikes to the masses.
Hyundai are introducing a new design-for-manufacturing bike lug system. In the case of this bike, the lugs are the head tube, bottom bracket, the chain stay junction, and the seat stay junction. For example, the head tube is made with 2 symmetrical pieces and bonded together. Then, the top and down tube are inserted around the “diameter reduction portion” 405 and welded to the head tube. It’s an extremely simple process for, I’m assuming, very mass produced bikes for markets like China.
A conventional bicycle frame is produced by cutting and welding each of a top tube, a down tube, and a seat tube using a tube as a basic material. Because production automation thereof is difficult, productivity may be deteriorated and production costs may increase.
So, if I were a betting man, I’d say these lugs will be stamped and the tubes will be standard sizes so they can knock out a billion of these every day. Maybe we’ll see these in Walmart. Hyundai provide more about their thought process:
Through a process that forms the lug[s] by shaping and bonding two plates, productivity can be improved, maintenance can be easily performed, and the production cost can be reduced.
How
Let’s take a trip through the process. Hyundai state how the head tube lugs are formed:
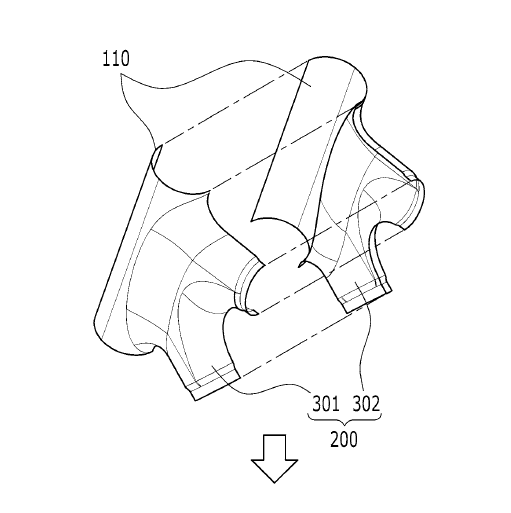
Referring to FIG. 3 (below), the head lug 200 includes a head lug left plate 301 and a head lug right plate 302. The head lug left plate 301 and the head lug right plate 302 each are produced by shaping one plate. The head lug 200 is completed by bonding the head lug left plate 301 and the head lug right plate 302. The head tube 110 is also integrally formed together therewith.

It’s important to note the ‘one plate’ line. Each half of these lugs are formed from a single plate.
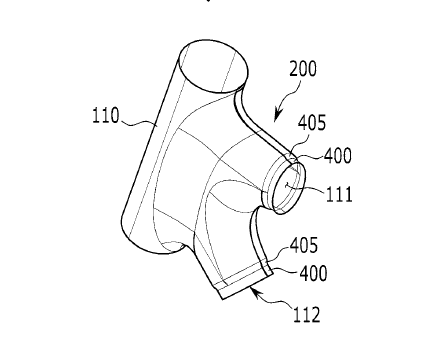
…In FIG. 4 (both below), the head lug 200 includes a head lug left plate 301 and a head lug right plate 302 that are produced 45 by shaping a plate. The head lug 200 is completed by the head tube 110 being integrally formed by butt bonding the head lug left plate 301 and the head lug right plate 302.
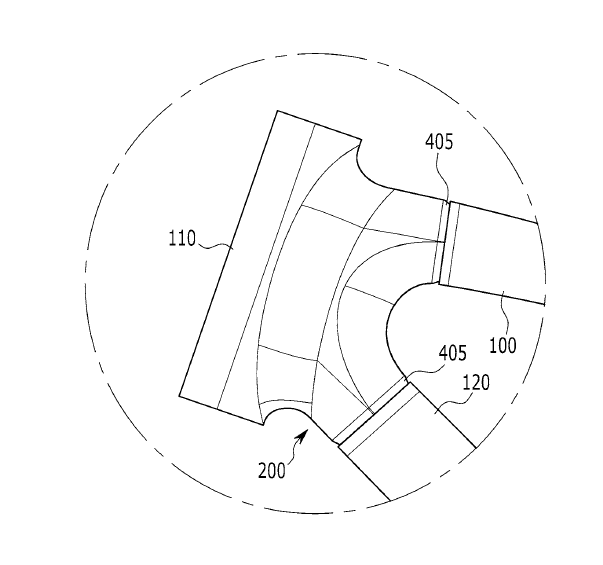
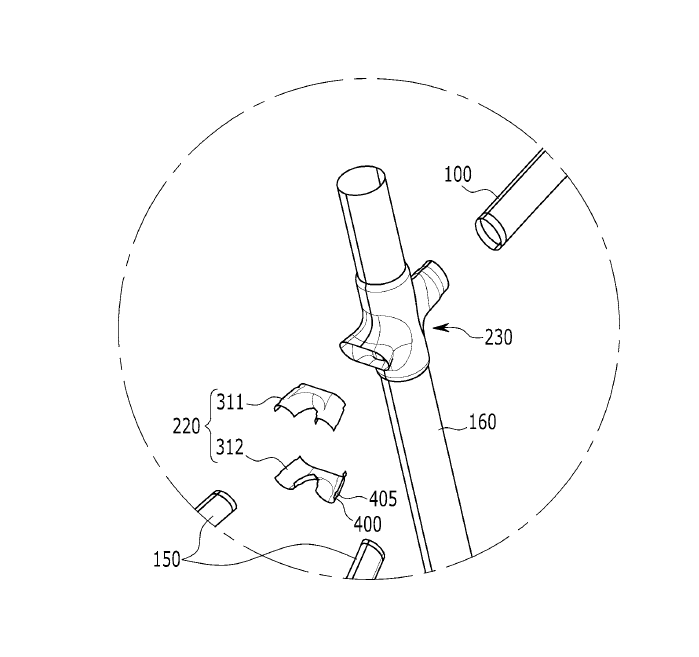
In FIG. 5 (left below), the head lug 200 is coupled to each of the top tube 100 and the down tube 120. The top tube 100 and the down tube 120 are each inserted into a respective insertion portion of the head lug 200. The exterior diameter reduction portion 405 forms a groove for welding.
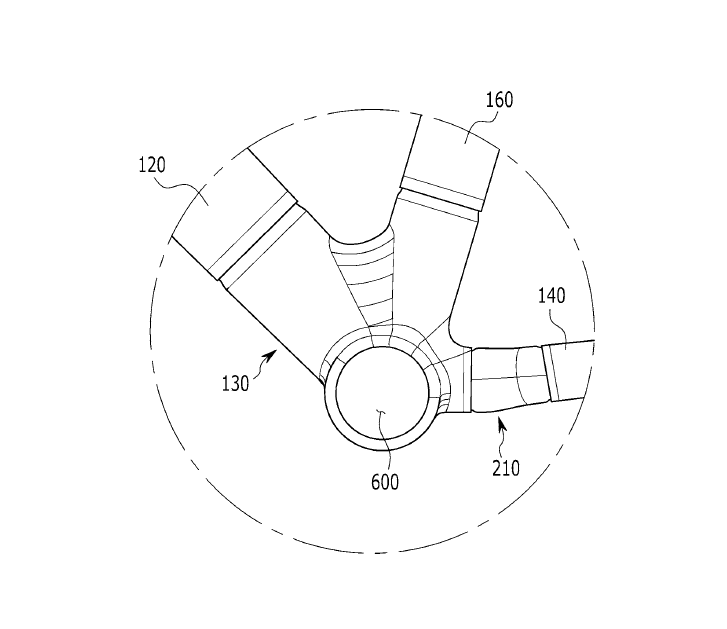
In FIG. 6 (right above), the bottom lug 130 is engaged with the rear end of the down tube 120 at an upper portion of the 5 front side, is engaged with the front end of the chain stay 140 through the chain stay lug 210 at the rear side, and is engaged with the lower end of the seat tube 160 at the upper side.
Hyundai also explain the top tube junction and bottom bracket. This is interesting because the top tube junction also has a two-piece welded part for the seat stay, and the bottom bracket has the same thing for the chain stay
In FIG. 7 (left below), the seat stay lug 220 includes a seat stay lug upper plate 311 and a seat stay lug lower plate 312. The seat stay lug upper plate 311 and the seat stay lug lower plate 312 are each formed by shaping one plate… the seat stay lug upper plate 311 and the seat stay lug lower plate 312 are bonded to form two pipe holes (not shown) that are coupled to the seat stay 150 at the rear end and to form one pipe hole (not shown) that is coupled to the seat tube lug 230 at the front end.
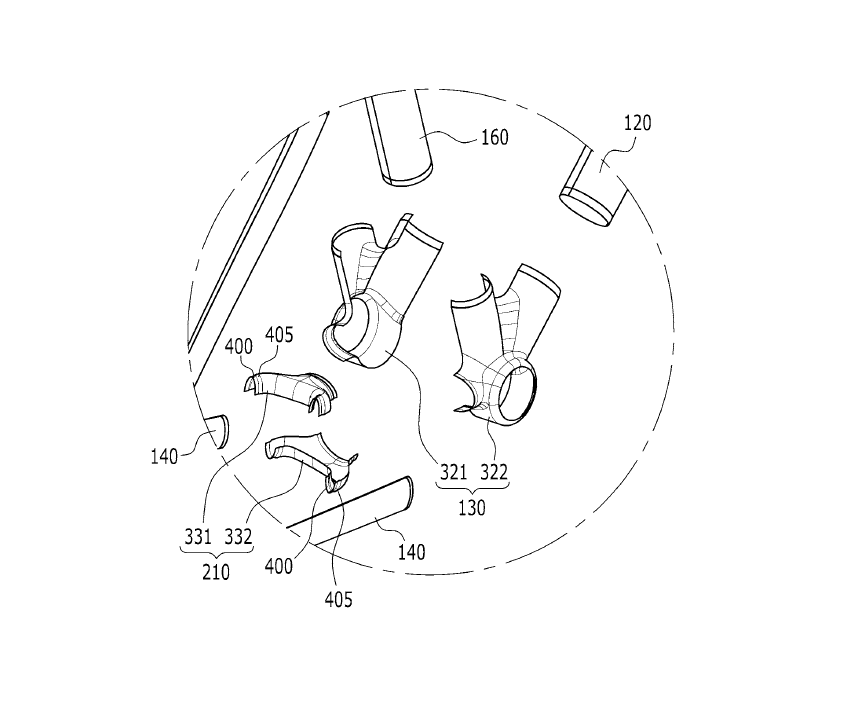
In FIG. 8, the bottom lug left plate 321 and the bottom lug right plate 322 are bonded to each other and form one pipe 40 hole at the upper side of the front side, one pipe hole at an upper portion, and one pipe hole at the rear side… the chain stay lug upper plate 331 and the chain stay lug lower plate 332 are bonded each other to form two pipe holes that are coupled to the chain stay 140 at the rear end and one pipe hole that is coupled to the bottom lug 130 at the front end… in the chain stay lug 210, one hole is formed in a central portion of the front side and two holes are formed at both sides of the rear side. The chain stay lug upper plate 331 and the chain stay lug lower plate 332 are horizontally divided and thus divide the three holes in half. The plates 331 and 332 are vertically bonded to each other.
Cool stuff. I always like to see interesting manufacturing methods, especially from automakers. At this point in history, the only companies that have an equivalent manufacturing might and technical knowledge to the automotive industry are Boeing and Airbus. I can’t say all aerospace does because they absolutely don’t (worked at Gulfstream and Boeing, GS isn’t even close to Boeing).
In the end, this will be a way for bikes to be mass produced more easily and efficiently. Yes, there are going to be environmental concerns in any manufacturing method such as this. You’d just hope they have a plan to counter the possible waste. BUT, since these will probbaly be stamped, and probably use standard size parts, there’s a great chance that the waste/bike is lower than the current carbon or machining methods.
I’d also take a guess that this probably won’t ever be used by Hyundai themselves. This will be licensed out to a Chinese or Taiwanese firm, and they’ll make these bike.







Leave a Reply